Измерение температуры. Термопары
Принцип действия термопары основан на так называемом эффекте Зеебека. Если две проволоки из разных металлов с одного конца сварить (это место будет называться рабочим или горячим спаем) и нагреть до температуры Т1, то на оставшихся свободных концах проволок (холодный спай) с более низкой, комнатной температурой Т2 появиться термоЭДС. Чем выше разница температур между рабочим и холодным спаем ΔТ, тем больше термоЭДС. Величина термоЭДС не зависит от диаметра и длины проволок, а зависит от материала проволок и температуры спаев
Наибольшее распространение получили термопары градуировок ХА (в европейской системе обозначений (К), ХК (L) и ППР (В). Термопары ХК (хромель-копелевые) имеют диапазон измерения 0…800°С и в настоящее время применяются редко. Термопары ХА (хромель-алюмелевые) имеют диапазон 0…1300°С и применяются наиболее широко. В частности они используются на стендах нагрева, с их помощью измеряется температура внутреннего пространства печей и температура отходящих газов в газоходах. Термопары градуировки ППР (платина-платинородиевые) имеют температурный диапазон 0…1600°С. Кроме возможности измерять температуру 1600°С и выше они обладают еще одним преимуществом – высокой точностью.
Указанные максимальные температуры не являются предельными для термопар. Они способны измерять и большие температуры, но при этом существенно падает срок их службы. Так термопара градуировки ППР может измерять температуру до 1800°С, поэтому именно она используется для измерения .
Конструкция термопары имеет следующий вид. Сваренные с одного конца проволоки помещаются внутрь керамической трубки с двумя отверстиями, либо на них одеваются керамические бусы с целью изолировать проволоки друг от друга по всей длине. Часто в качестве изолятора используется керамический порошок, который засыпается внутрь чехла, в который вставлена термопара.
Чехол выполняется из жаропрочных марок стали или из неметаллического материала высокой температурной стойкости: керамики, корунда и т.п. Термопары в металлическом чехле конструктивно могут быть с изолированным или с заземленным (неизолированным) спаем, то есть иметь электрический контакт с чехлом термопары.
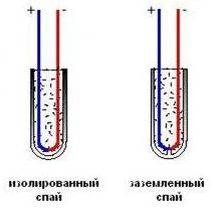
Если сигнал с термопары подается на вход контроллера, то необходимо применять термопару с изолированным спаем. Иначе возможны произвольные скачки показаний температуры в значительных пределах. Особенно сильно этот эффект проявляется если используется контроллер Siemens S200.
Свободные концы проволок соединяют с плюсовой и минусовой клеммами, расположенными в головке термопары. Выходным сигналом термопары является термоЭДС, измеряемая в милливольтах (мВ). Для измерения выходного сигнала можно использовать цифровой мультиметр и затем, применив градуировочные таблицы или номограммы по величине измеренного напряжения определить измеряемую температуру. Отключать вторичный прибор при этом не обязательно, так как он не оказывает заметного влияния на результат измерения. Для более точного определения температуры по термоЭДС термопары можно воспользоваться .
На вход вторичного прибора или контроллера значение измеренной температуры поступает в виде сигнала термоЭДС. Так как величина этой термоЭДС определяется разностью температур рабочего и холодного спаев:
Е = f (Т1 – Т2), [мВ]
то вторичному прибору необходимо знать температуру холодного спая для однозначного определения температуры рабочего спая. Ведь термоЭДС может принимать одинаковые значения при различных значениях (Т1 – Т2). Например разности температур (200 - 50) и (150 - 0) дадут одинаковые значения термоЭДС, хотя при этом разность значений температур рабочих спаев в этих двух случаях достигала 200 -150 = 50°С.
Поэтому во вторичном приборе вблизи входных клемм, к которым подключается термопара, монтируется так называемый датчик температуры холодного спая. Как правило это полупроводниковый сенсор – диод или транзистор. Теперь по измеренной термоЭДС и известной температуре холодного спая, вторичный прибор, зная градуировку подключенной термопары, может однозначно определить температуру рабочего спая.
На некоторых предприятиях термопары ХА изготавливают самостоятельно, сваривая специальную проволоку диаметром 2-3 мм. Для определения полярности полученной термопары в этом случае используют обычный магнит: минус термопары притягивается к магниту, плюс не магнититься. На компенсационный провод и большинство промышленно выпускаемых термопар ХА это правило не распространяется. Определить полярность термопары можно и с помощью обычного милливольтметра, подключив его к выводам термопары и нагревая рабочий спай термопары, например, зажигалкой.
Распространенной неисправностью у термопар является разрушение рабочего спая в следствии появления трещин из-за частых и значительных колебаний температуры. При этом термопара может нормально работать пока измеряемая ей температура не превысит определенного порога, после которого контакт в спае пропадает, термопара уходит в обрыв или ее показания начинают сильно скакать.
Для бесконтактного непрерывного измерения температуры применяют стационарные . В случае, если в поле "зрения" пирометра может попадать пламя горелки, то следует использовать пирометры со спектральным диапазоном измерения 3,5...4 мкм чтобы исключить влияние температуры факела на показания пирометра.
Дополнительную информацию вы можете найти в разделе .